Insights & Use Cases
Explore our use cases and insights to learn how optimization can transform your business
Insights
Latest insights and thought leadership on optimization, analytics, and manufacturing excellence.
Why Some Chemical Lot Sizing is Actually a Fleet Problem
Introduction
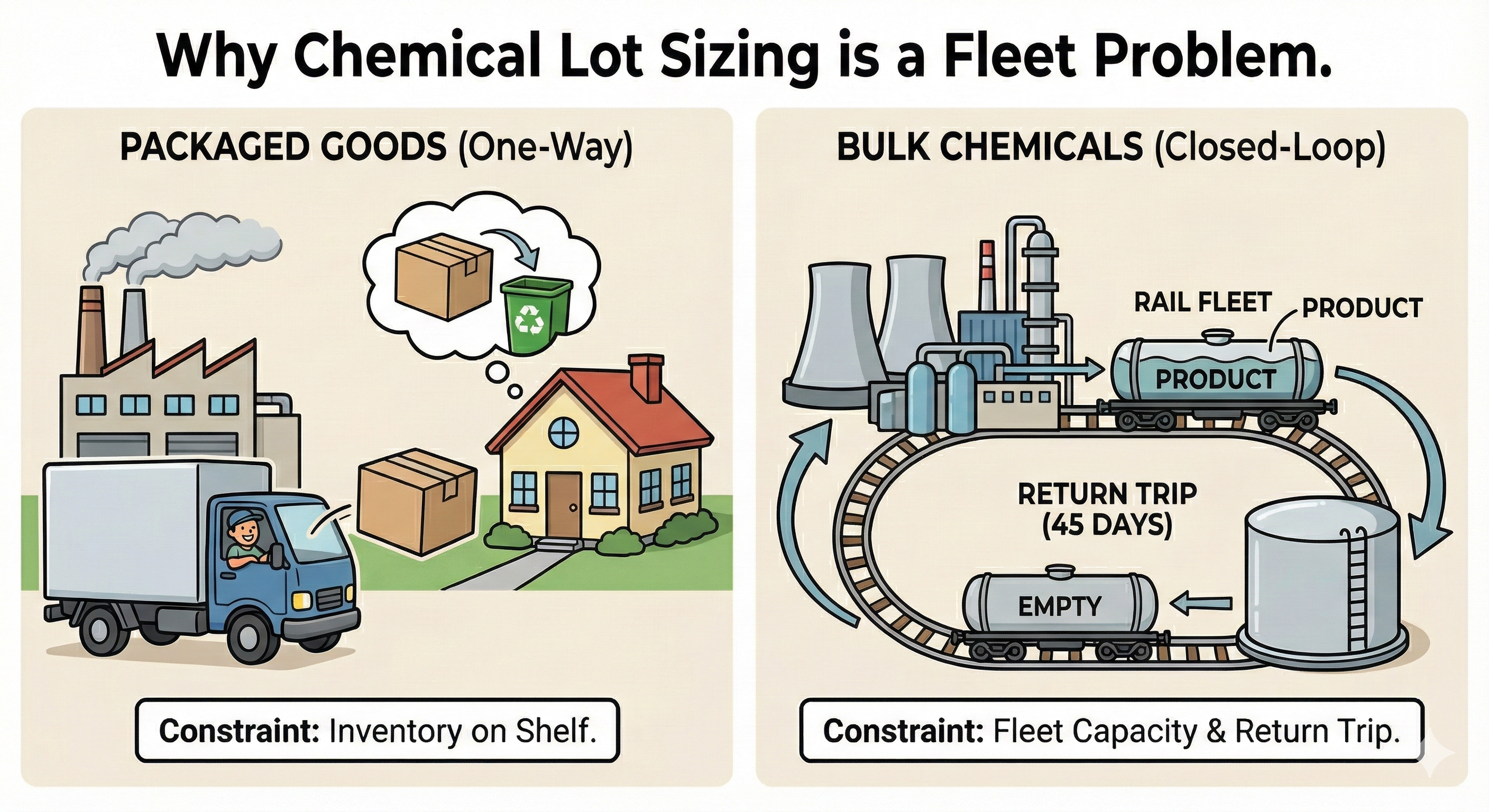
There is a massive divide in the process industry: Packaged vs. Bulk. If you ship paint in 5-gallon pails or additives in drums, your logistics act like Amazon—the container is a sunk cost that never returns. But if you ship bulk product in Railcars or ISO Tanks, you are operating in a closed loop. Standard planning software treats every shipment like a one-way trip. For your packaged lines, this works fine. For your bulk fleet, this is a dangerous oversimplification. If you ignore the return trip of your "packaging," you aren't just risking higher freight costs; you are risking a total plant shutdown.
1. The Amazon vs. The Railcar
Standard inventory models (like EOQ) calculate optimal production quantities based on holding costs and demand. This works for packaged goods because the container is disposable. It fails for bulk because the container is a capital asset.
- The Amazon Model (Packaged Goods): You optimize for the item inside the box. Once the truck leaves the dock, the logistics transaction is over. The constraint is the inventory on the shelf.
- The Chemical Reality (Bulk Goods): You must optimize for the "box" itself. Unlike a cardboard box, your railcar operates in a closed loop. If you ship product today, you decrement your available loading capacity for the next 45 days.
While both industries deal with lot sizes, only the bulk industry has its production capacity dictated by the return trip of its packaging. If your fleet is stuck at a customer site, your plant stops—even if you have empty tanks and full silos.
2. The Hidden "Return Loop" Trap
The most common failure in chemical planning isn't running out of raw materials; it is running out of empty cars to fill. This is the concept of the "Rolling Warehouse." Your inventory isn't just sitting in a static tank at the plant; it is strung out across 2,000 miles of track.
- The Surge: Sales closes a massive deal. Production ramps up. You ship 50 cars in Week 1.
- The Crash: In Week 4, those cars are still rolling back empty. Your plant has the product to make, but the loading track is empty. You are forced to idle the plant.
If you don't plan the return trip (RTT), you are planning a shutdown.
3. The Fix: Justifying the Investment
Most schedulers treat the fleet size as a fixed wall: "We only have 100 cars, so we have to cut sales." This is the wrong approach. The goal of optimization isn't just to restrict your plan to fit the fleet; it is to identify when the fleet is the bottleneck so you can fix it.
- WonForge models the fleet constraint to calculate the Shadow Price of every missing railcar.
- We don't just tell you that you are short; we provide the data to prove that leasing 5 additional cars will unlock $200k in monthly profit.
You move from "managing shortages" to "justifying equipment investment" with hard math.
Conclusion
Don't just schedule your fleet; synchronize it. WonForge delivers a true end-to-end supply chain model that links production scheduling, shipment planning, and customer demand into a single unified plan. We treat your fleet not as an afterthought, but as an integral part of the value chain—ensuring your logistics capacity matches your production ambition.
See What WonForge Finds in Your Data
Book a feasibility call to evaluate your planning challenges and see how custom optimization can protect your P&L.
Email: contact@wonforge.com
Based in Wilmington, DE, serving businesses across the U.S.