Insights & Use Cases
Explore our use cases and insights to learn how optimization can transform your business
Insights
Latest insights and thought leadership on optimization, analytics, and manufacturing excellence.
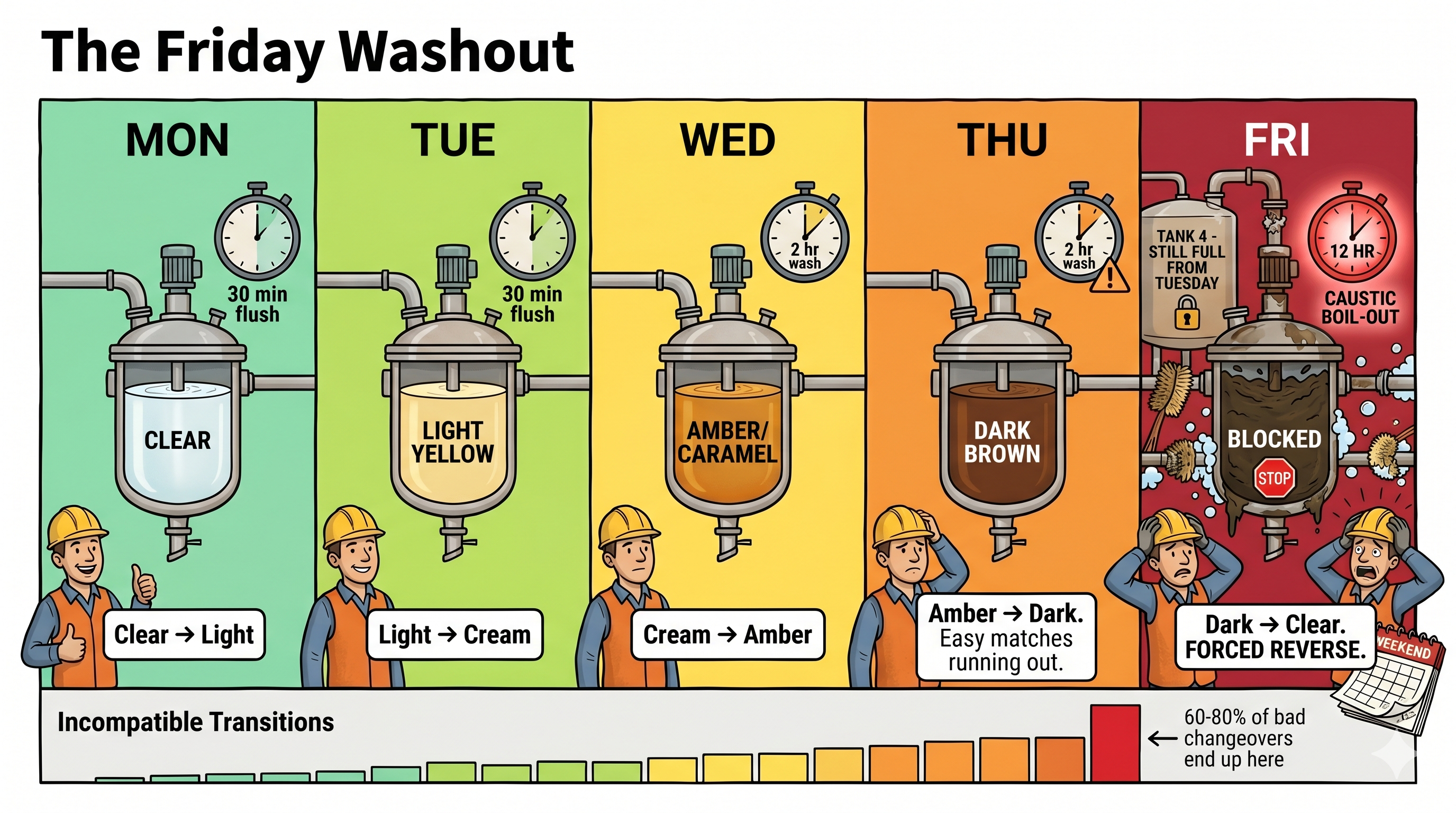
The CIP Matrix: Why Spreadsheets Cause the "Friday Washout"
Introduction
If your plant runs beautifully on Monday but regularly descends into emergency washouts and overtime by Friday, you don't have an equipment problem. You have a spreadsheet problem.
In process manufacturing, everyone relies on the same golden rules to survive the Clean-In-Place (CIP) matrix: run light colors before darks, and low viscosity before high. When you are forced to manage complex operations in Excel, grouping "like-with-like" is the only way a human brain can realistically sequence a week of production.
But this manual strategy hides a massive operational trap. It makes your Monday schedule look incredibly efficient, but it inevitably forces a schedule squeeze by Friday.
Here is why relying on spreadsheets to navigate the CIP matrix erodes your capacity, and how end-to-end optimization actually fixes it.
What Actually Lives Inside a CIP Matrix?
To understand why spreadsheets fail, you have to look at what a CIP matrix actually represents. Standard ERPs assume that a changeover takes a fixed amount of time—for example, "4 hours." In a chemical, coatings, or lubricants plant, a changeover is not a fixed number; it is a sequence-dependent directional penalty. The severity of the transition dictates the cleaning protocol:
- The Simple Flush (30 minutes): Moving from a clear base to a lightly pigmented product might only require a quick solvent flush.
- The Compatibility Wash (2 hours): Shifting between mildly incompatible resins might require a standard detergent cycle to prevent cross-contamination.
- The Caustic Boil-Out (12 hours): Reversing the sequence—going from a heavy, dark industrial adhesive back to a clear retail sealant—demands an intensive, multi-step caustic boil-out, followed by a swab test and analytical release.
When you collapse these asymmetric physical realities into a flat spreadsheet, you force the planner to make choices that look mathematically sound but are physically dangerous.
The "Greedy" Spreadsheet Trap
When a planner builds a schedule in a spreadsheet, they are naturally looking for the path of least resistance. If a reactor just finished a clear base oil, the logical next step is the lightest formulation available. It's the right call right then. It saves the plant a 4-hour washout today. But static spreadsheets can't look fifteen steps ahead to see the ripple effect. By constantly picking the cheapest, easiest changeover today, the spreadsheet inadvertently pushes all of the difficult, highly incompatible formulations to the end of the week.
In the schedules we've modeled, the "like-with-like" rule typically pushes the vast majority—often 60–80%—of incompatible transitions into the back third of the week.
The Friday Washout and the Blocked Tank
By Thursday afternoon, the "like-with-like" sequence runs out of easy matches. You are finally forced to transition from a heavy, dark formulation back to a clear, sensitive one. Because the schedule was built in a static grid, it couldn't account for the physical state of the tank farm during this massive transition. When the reactor finishes the dark batch, the only available intermediate holding tank is still occupied by material from Tuesday. The reactor is now blocked. It can't drop the dark batch, which means the 12-hour caustic boil-out can't even begin. The plant grinds to a halt, the weekend is lost to overtime, and Monday's shipments are delayed. The CIP matrix didn't just dictate a cleaning sequence—it dictated which tanks would be free on Friday afternoon. Spreadsheets can't see that link.
You didn't lose the weekend because a pump failed. You lost it because a spreadsheet cannot synchronize the CIP matrix with the physical reality of your tank farm.
Global Math vs. Local Survival
To stop this cycle of schedule churn, you have to stop solving for the next batch and start solving for the entire month. When you run your orders through an end-to-end optimization engine like WonForge, it doesn't use the "greedy" spreadsheet method. It searches through millions of possible sequence combinations across the reactors and the tank farm in a single pass. More importantly, it balances those sequences against your firm shipment dates and downstream packaging capacity. The math might suggest taking a slightly longer, 3-hour changeover on Wednesday afternoon. On a spreadsheet, that looks like a mistake. But the optimization engine knows that taking a small penalty on Wednesday aligns the holding tanks for the rest of the week and prevents the 12-hour catastrophe on Friday.
Optimization engines calculate the global minimum for your changeovers. They willingly take small, strategic penalties mid-week to guarantee maximum total throughput and profitability.
Frequently Asked Questions
What is the "Friday Washout" in process manufacturing?
The Friday Washout is what happens when a planner uses "like-with-like" sequencing in a spreadsheet to schedule a week of production. The strategy looks efficient on Monday, but by repeatedly choosing the easiest changeover available, it pushes all of the difficult, dark-to-clear transitions into the back third of the week—culminating in a forced 12-hour caustic boil-out on Friday afternoon, often compounded by a holding tank that's still occupied from earlier in the week.
Why can't standard ERPs handle sequence-dependent changeovers?
Most ERP schedulers rely on linear routing logic and "average" setup times. They cannot natively calculate the asymmetric cost of transitioning from Product A to B versus Product B to A, forcing planners to manage the logic offline in Excel.
How does tank farm blocking relate to reactor scheduling?
In process manufacturing, the reactor and the tank farm operate as a coupled system. If an intermediate holding tank is full, the upstream reactor cannot drop its batch, creating a "mass-balance block" that halts production regardless of how fast the reactor operates.
Conclusion
You cannot manage a multi-dimensional CIP matrix and a shared tank farm with static rows and columns. When you upgrade from spreadsheets to an end-to-end planning model, you stop fighting the Friday washout and start protecting your margins. This is entirely testable on your own data. We can run last quarter's schedule through the engine and show you exactly which Wednesday sequence would have prevented your Friday washout. To see how this works, request a Feasibility Check.
See What WonForge Finds in Your Data
Book a feasibility call to evaluate your planning challenges and see how custom optimization can protect your P&L.
Email: contact@wonforge.com
Based in Wilmington, DE, serving businesses across the U.S.