Insights & Use Cases
Explore our use cases and insights to learn how optimization can transform your business
Insights
Latest insights and thought leadership on optimization, analytics, and manufacturing excellence.
Optimal Campaign Sequencing: Unlocking Hidden Capacity
Introduction
Your best planners are experts at keeping the reactors running today. But can they calculate how a decision made this morning will starve a packaging line three days from now? In complex chemical processing, the bottleneck isn't always equipment speed—it's the interaction between stages over time. This is where human intuition hits a mathematical wall.
The "Tank Tetris" Problem
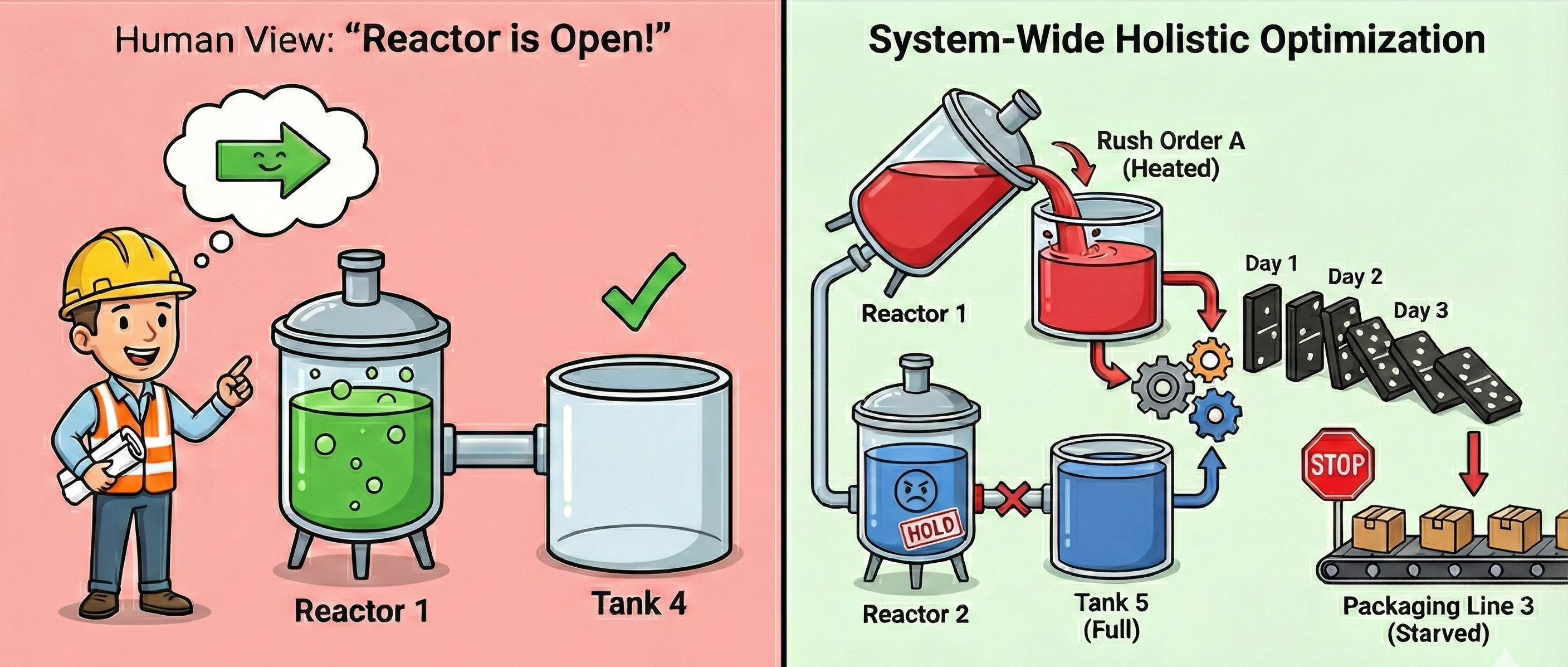
Consider a common scenario: You have a rush order for Product A. Your planner looks at the schedule: Reactor 1 is open. The raw materials are available. The changeover is minimal. A human planner greenlights the run. It looks like an efficiency win. But this decision can silently destroy plant capacity later in the week.
The Invisible Domino Effect
Here is what the human planner couldn't see (because the calculation is too complex to simulate mentally):
- The Constraint: Product A must go into Storage Tank 4 (the only heated tank available).
- The Conflict: Product B, currently running on Reactor 2, is scheduled to finish tomorrow. It also requires a heated tank.
- The Block: Because Tank 4 is now occupied by the rush order, Product B has nowhere to go.
- The Ripple: Reactor 2 must hold the batch (blocking new production) or dump it. Consequently, it misses its window to feed Packaging Line 3, causing a gap in Finished Goods production two days later.
The planner "saved" the rush order but unwittingly sacrificed total plant throughput.
How the WonForge Engine Handles "The Ripple"
While a human planner looks for an open slot, the WonForge engine simulates the entire financial and operational flow. In this same scenario, the engine doesn't simply say "yes" or "no." It weighs the total economic impact:
- Future-State Visibility: The engine projects inventory positions across the planning horizon. It immediately identifies that filling the tank on Day 1 creates a blockage on Day 2.
- Trade-off Analysis: It calculates the margin impact. Is the rush order worth enough to justify blocking Reactor 2 and starving the packaging line?
- The Optimized Path: It evaluates thousands of moves to find the highest-profit outcome. It might suggest delaying Product A until a tank clears, or prioritizing Packaging Line 3 to drain the tank early.
It doesn't rely on hope. It ensures the decision is based on math, not a blind spot.
The Bottom Line
We aren't replacing your planner's expertise; we are elevating it. While a human focuses on specific units or days, WonForge solves the entire operation holistically. It treats your reactors, tanks, and packaging lines as a single, unified system, ensuring that local efficiencies never come at the cost of global profitability.
Conclusion
If your plant suffers from "mystery downtime"—stops that happen because a tank was full or a line was starved—you don't have a capacity problem. You have a sequencing problem. Let's discuss how optimization can stop the domino effect before it starts.
See What WonForge Finds in Your Data
Book a feasibility call to evaluate your planning challenges and see how custom optimization can protect your P&L.
Email: contact@wonforge.com
Based in Wilmington, DE, serving businesses across the U.S.